





 扫一扫
扫一扫
河畔水利机械厂是一家以 铸铁闸门、的生产、营销于一体的综合性厂家。其中 铸铁闸门、引用国内外的研发技术,公司每个生产阶段都遵守了严格的生产规范。本公司以科学的管理、精确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。


铸铁闸门是一种大型的工业水利设备,其在实际中发挥着中流砥柱的作用,我们必须掌握对应的闸门使用技巧和购买技巧。关于金属闸门的使用技巧和操作的注意事项在本网站中已经做了详细的了解。
1.产品型号上的定位。型号上面要根据实际的工业需求进行考虑。
2. 质量上的考察。闸门的质量源于工艺上的完善,可以说质量是购买闸门过程中首要考虑的因素。很多时候即便在价格上面有多少优势体现也不能动摇我们闸门操作人员对高质量闸门的要求。水利设备具有价格昂贵的特点。常常在购买时候也许会遇到一些伶牙俐齿的销售,这时候我们需要培养理智的眼光,正确看待闸门的质量。
铸铁闸门是以铸铁为原料制作的,具有耐腐蚀,止水密封好、安装简单、使用寿命长等优点,有单、双向止水,止水采用精加工后自身或镶铜、不锈钢等方式止水.拍门系列规格为直径0.2米-0.9米,此拍门直径为0.7米。按用户图纸生产,也可为用户设计图纸。请致电洽谈,按需定做。
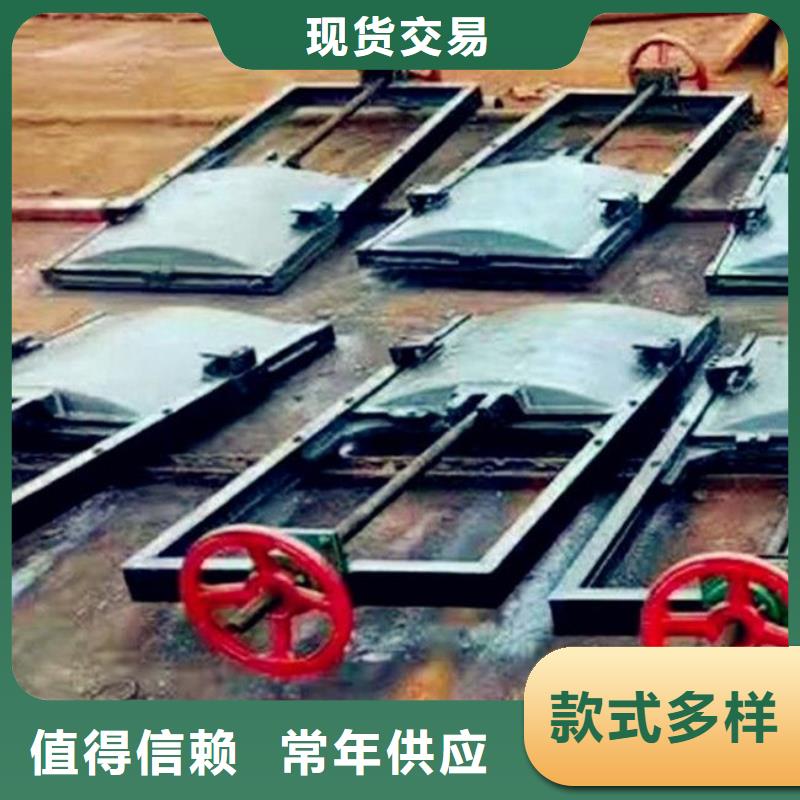
本公司生产平板型、拱型两种铸铁闸门,其规格(指过水口宽*高)从0.2米*0.2米至6米*6米之间供用户选用。
1、型号表示
2、用户须提供下列内容资料: a,止水方式;确定是单向止水还是双向;前止水还是后止水,止水带面材质要求。 b,水流向 c,工作水头及设计效核水头 d,吊点数及吊点中心距 e,设计确定的启闭机型号及启闭吨位及与螺杆连接部位的相关数据 f,水质、泥砂等水文资料信息 g,提供与闸门结合面相关土建结构布置图


铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
4.2喷锌
外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。
镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。


机闸一体式铸铁闸门用途
机闸一体式铸铁闸门用于关闭和开放泄(放)水通道的控制设施。水工建筑物的重要组成部分,可用以拦截水流,控制水位、调节流量、排放泥沙和飘浮物等。闸门一般由活动部分(也称门叶)、埋固部分和启闭机械3部分组成。门叶包括:承重结构、行走支承、支臂、支铰、止水装置、吊耳等。埋固部分包括:轨道、铰座、止水座、护角等。
机门一体铸铁闸门密封效果好,几乎达到“0泄漏”状态,适用宽度可达5m以上,但调节水位一般在800mm以下,特别适用于交替运行的氧化沟排水,或大型配水井配水,配套专用启闭装置,仅需注明手动或电动即可,无需另外选用启闭机。
机门一体铸铁闸门由铸铁制成,耐腐蚀性好,结构简单,价格便宜,在关闭状态有较高密封要求时,可在门框上镶铜密封面,可在铸铁堰门上镶铜和止水橡胶,止水效果高于镶铜产品,可达到无渗漏。
机门一体铸铁闸门:主要由闸框、闸板、吊座及紧闭斜铁等零部件组成。为克服以往钢门易锈蚀的缺点,闸框、闸板全采用铸铁组成,其中闸框又由上横梁、下横梁、左直梁、右直梁组成。为了制造、运输、安装方便,闸板一般根据其大小或高度情况由上下几部分拼装组成。



技术支持:cnwbgg.com