我们为您准备了《江东》 当地 无缝方管方管大口径一手货源源头厂家产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:《江东》 当地 无缝方管方管大口径一手货源源头厂家的图文介绍
乐道精密钢管厂家有限公司是一家 江东D形钢管、生产厂家、经营 江东D形钢管、业务多年,为各行各业用户提供专心的、优良的 江东D形钢管、销售服务;为我们公司的客户量身定做 江东D形钢管、采购的“零库存”采购解决方案;确保客户能够在较短时间内简单、轻松地购买到所需的 江东D形钢管、。精良的设备及工程技术团队能保证 江东D形钢管、产品质量。
乐道精密钢管厂家有限公司以严谨周密的售前、售中、售后服务体系为广大用户保驾护航。


(3)产品超厚
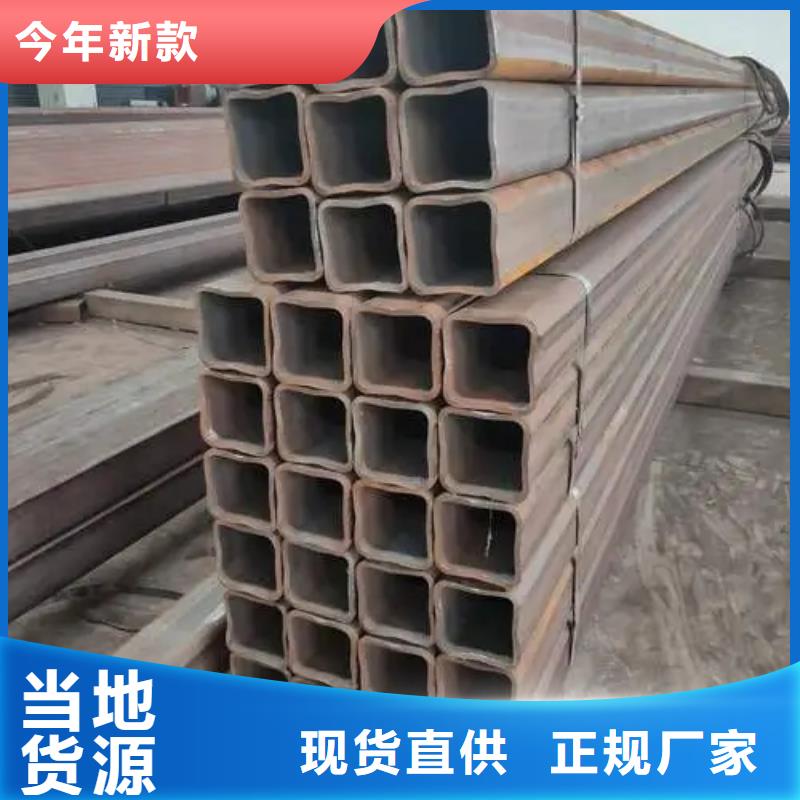
江东无缝方管大规格厚壁冷弯方矩形钢管工艺所生产的方矩形管厚度达19mm,超厚不仅体现在厚度上,还体现在产品的相对厚度上。对厚度是冷弯成型难易的一个重要指标,方管用边厚比表示。目前国内外普遍认为,边厚比低于10时产品具有很高的成型难度。工艺所生产的方矩形管,其小断面大壁厚产品边厚比可达7,如100mm*100mm*14mm、120mm*120mm*16mm等。
(4)耐火
江东无缝方管制成的冷弯大规格厚壁方矩形钢管,其室温力学性能完全满足和超过国标Q345B的要求,其成形加工性能相当或优于Q345B,屈强比满足 建筑行业规范关于抗震性的要求。同时其高温性能明显优于同等级别的Q345B,600时B490RNQ的屈服强度仍保持在310MPa,远远高于2/3 室温屈服强度,而Q345B在500工艺对壁厚8mm 以上屈服强度已低于2/3 室温屈服强度。
江东无缝方管还具有优良的耐腐蚀性能,所以具有耐火耐候性能的建筑工程用冷弯厚壁方矩形钢管将在相当程度上节省防火材料的应用。室内钢桁架屋盖采用此类钢构件时甚至可以免去防火防锈涂料的工序,这既能减少工程量、降低工程造价,又能充分发挥方矩形钢管外形美观的视觉效果,有很好的综合效益。






江东无缝方管空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
江东无缝方管需求全面下滑,踏入熊市拐点。疫情的冲击将使得国内需求全线下滑,海外疫情将通过钢材直接出口和间接出口。在需求全面下滑的背景下,今年铁元素供需趋于宽松,废钢作为高成本的铁元素将首先受到打压,钢价将真正踏入熊市周期的拐点。二季度在阶段性赶工和终端补库支撑下可能出现价格反弹,建议以逢高做空为主,建议05/10分别依托3500/3400压力位逢高做空。
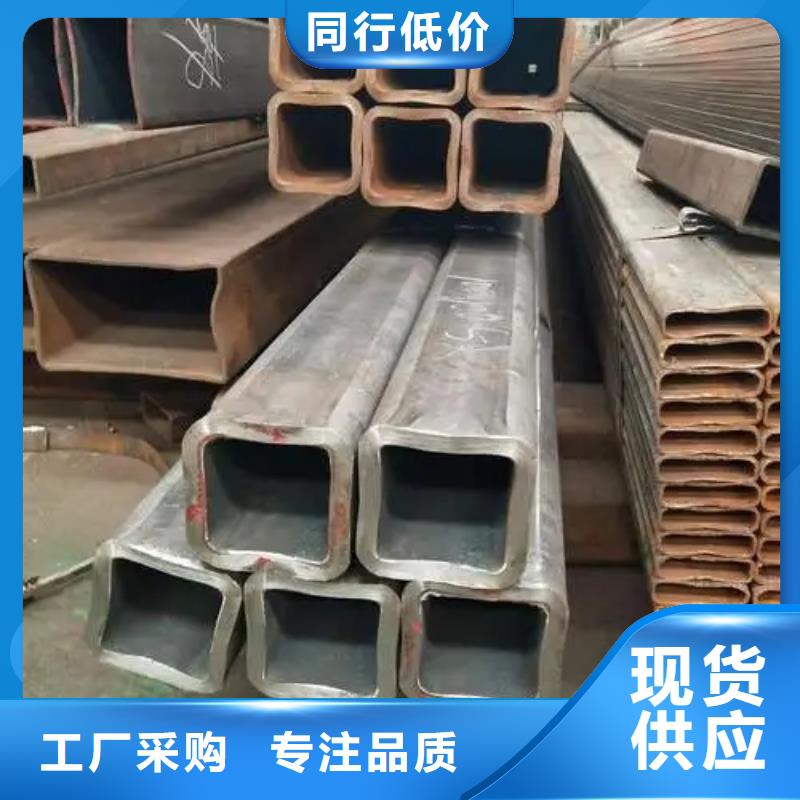
江东无缝方管是钢管的一种加工方法,是将钢管加工成无缝方管。 无缝方矩管的机械性能比热轧钢管稍差。
江东无缝方管采用两步推进扩管机,将锥模扩管技术,数字中频感应加热技术和液压技术集于一体。 它具有工艺合理,能耗低,建设投资少,产品质量好,原材料和产品规格适用范围广,生产批次适应性灵活,投资少等特点,取代了传统的钢管行业表盘扩口技术。 由于在不久的将来很难解决无缝方管的供应问题,因此无缝方管已成为解决中国方管短缺的重要产品来源。 它缓解了无缝方矩管市场的供应紧张状况。



江东无缝方管的不均匀主要表现在螺旋壁不均匀、线形壁厚不均匀、头尾壁厚又厚又薄等现象。
江东无缝方管壁厚不匀的原因是穿孔机轧制中心线不正确、两辊倾角不匀或塞前减径小等调整原因造成壁厚不匀。它一般沿钢管的整个长度呈螺旋状分布。其主要措施是调整穿孔机的轧制中心线,使两辊倾斜角相等,并根据轧制工作台给出的参数对轧机进行调整。
江东无缝方管壁厚线性不均匀的原因是芯棒预穿线鞍高度调整不当,芯棒预穿线一侧接触毛细,导致接触面毛细温度急剧下降,造成壁厚不均,拉深凹凸不平等缺陷。连续辊之间的间隙过小或过大。管机中心线偏差。单、双机架减量不均匀,会造成单机架方向的超薄(超厚)和双机架方向的超厚(超薄)线对称偏差。主要措施是调整芯棒预攻丝鞍的高度,保证芯棒与毛细管对中。在改变孔型和轧制规格时,应测量辊缝,使实际辊缝与轧制台一致。用光学定心装置调整轧制中心线,在年度大修时须对管机中心线进行校正。





 扫一扫
扫一扫